车削工序使用单刃*具产生圆柱形和圆形。当工件旋转时,*具静止。
车削是最常见的金属切削工艺,也是一项经过高度优化的工艺,需要周密地考虑车削应用中的各种因素。
车削可以分为许多种基本应用 (纵向车削、端面车削或仿形车削),
内圆车削
外圆车削
首要考虑因素
零件
分析待加工零件的以下尺寸和质量要求:
分析特征之后,观察零件:
机床
-
稳定性、功率和扭矩,对于较大型零件尤其需要
-
冷却液供应或干式切削
-
对于长切屑材料是否需要高压冷却液进行断屑?
-
换刀时间/刀塔中的*具数量
-
转速限制,棒料进给器
-
是否有副主轴或尾架?
成功的切削控制
切屑控制是车削加工的一项关键因素,有3种主要的断屑方法可供选择:
影响断屑的因素为:
- 刀片槽型 (根据容屑空间的宽度以及微观和宏观槽型的设计,切屑将是开放式或更加紧凑)
- 刀尖半径 (小刀尖半径对切屑的控制程度要高于大刀尖半径)
- 主偏角 (根据主偏角,切屑被引导至不同的方向;朝向肩部或从肩部向外)
- 切深 (根据工件材料,更大的切深将影响断屑,从而产生更大的力来断屑和排屑)
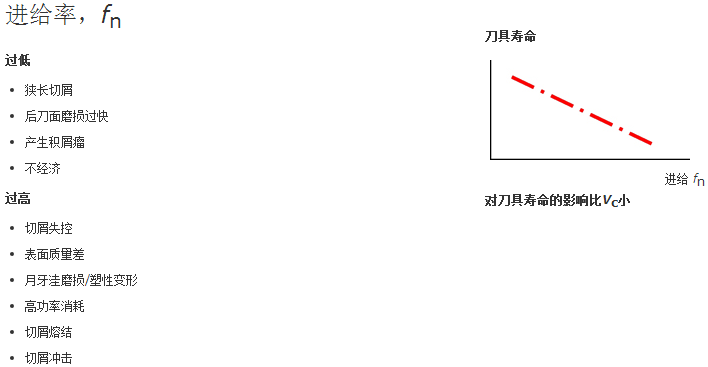
- 进给 (更高的进给通常将产生强度更高的切屑。在某些情况下可能有助于进行断屑和切屑控制)
- 切削速度 (更改切削速度可能影响断屑性能)
- 材料 (短切屑材料 (例如铸铁) 通常容易加工。
切削参数应用建议
开始时使用低进给,以确保刀片安全性和表面质量,然后提高进给,以改进断屑性能
使用大于刀尖半径的切深。这样可将刀片的径向偏斜减至最小,这在内圆加工中很重要。
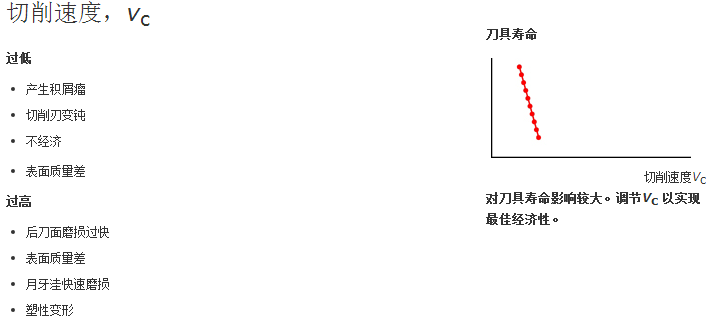
设置过低的切削速度将导致*具寿命不足。请务必使用尽可能高的切削速度vc m/min (英尺/分钟)
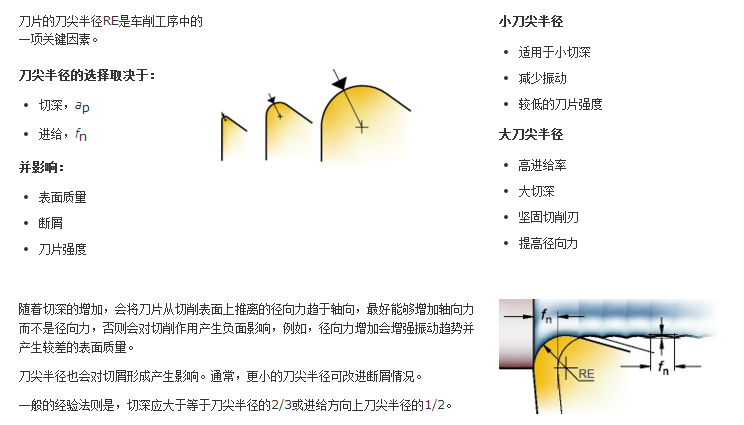
刀片形状
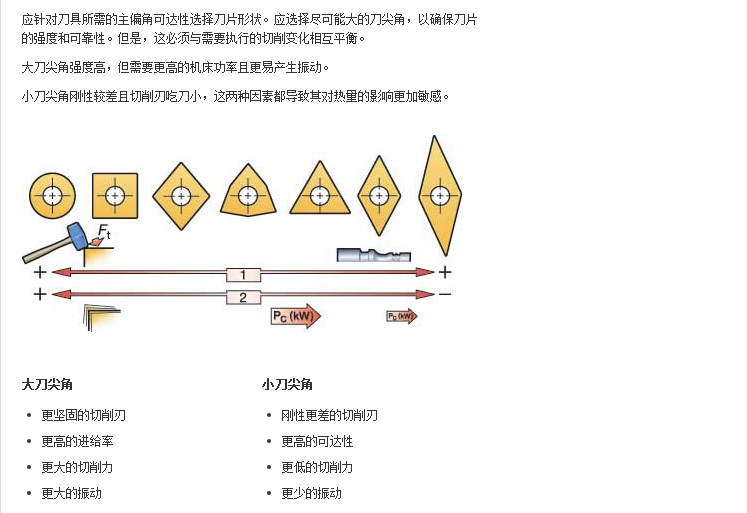
刀片刀尖半径